welcome: ningbo gongtie smart technology co., ltd.
language:
凯发k8官方旗舰厅-百家乐凯发k8
∷

technique solution
solution:
1. products processing solution
1) customer: 2) product:

3) processing accuracy: follow the drawing from customer
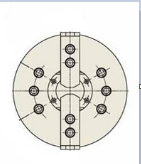
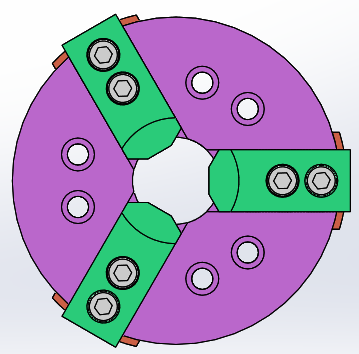
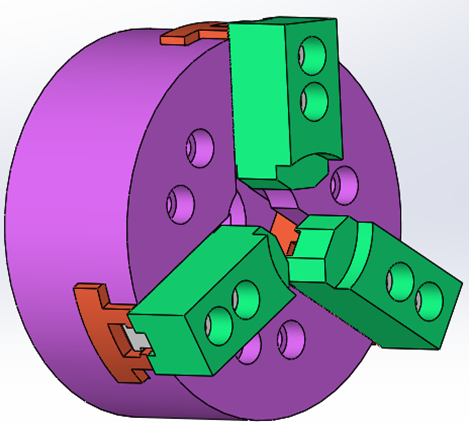
4) work tool&fixture: precise hydraulic collet

|
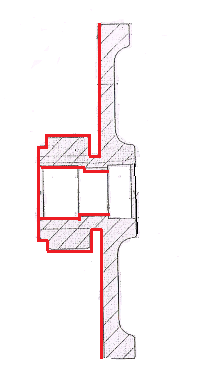
cnc lathe the first process--- products fixture method and process proposal |
|||||
|
machining process 1> head, od, step(rough turning); 2> head, od, step fine turning; 3> grooving for step; 4> id rough turning; 5> id fine turning; |
|||||
|
process |
tools |
process speed(r/min) |
traverse (mm/r) |
cycle time(s) |
|
|
head, od, step(rough turning) |
|
s1100 |
f0.1 |
≈40s |
0.7s |
|
head, od, step fine turning |
|
s1300 |
f0.08 |
≈36.5s |
0.7s |
|
grooving for step |
|
s1000 |
f0.04 |
≈8s |
0.7s |
|
id rough turning |
|
s1200 |
f0.1 |
≈13s |
0.7s |
|
id fine turning |
|
s1400 |
f0.08 |
≈12.5s |
0.7s |
|
total machining time≈118s |
|||||
|
feeding materials air blowing≈10s |
|||||
|
total time≈166s |
|||||
|
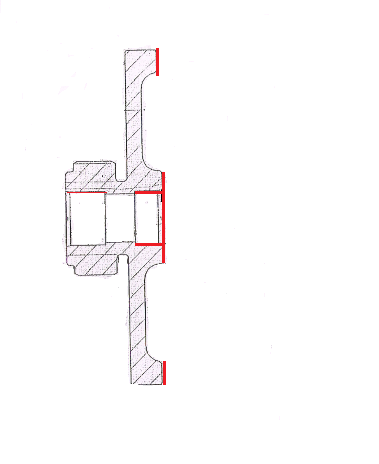
cnc lathe the second process--- products fixture method and process proposal |
|||||
|
machining process 1> head, od(rough turning); 2> head, od fine turning; 3> id rough turning; 4> id fine turning; |
|||||
|
process |
tools |
process speed(r/min) |
traverse (mm/r) |
cycle time(s) |
|
|
head, od(rough turning) |
|
s1100 |
f0.1 |
≈10s |
0.7s |
|
head, od fine turning |
|
s1400 |
f0.08 |
≈9s |
0.7s |
|
id rough turning |
|
s1200 |
f0.1 |
≈3.5s |
0.7s |
|
id fine turning |
|
s1400 |
f0.08 |
≈4.5s |
0.7s |
|
total machining time≈32s
|
|||||
|
feeding materials air blowing≈10s |
|||||
|
total time≈42s |
|||||
the above cycle time is based on the logic, the actual machining time can add/cut 10% as the reference,
if the machining need 5 cutters, propose to use 8 station turret.
5) proposal solution:
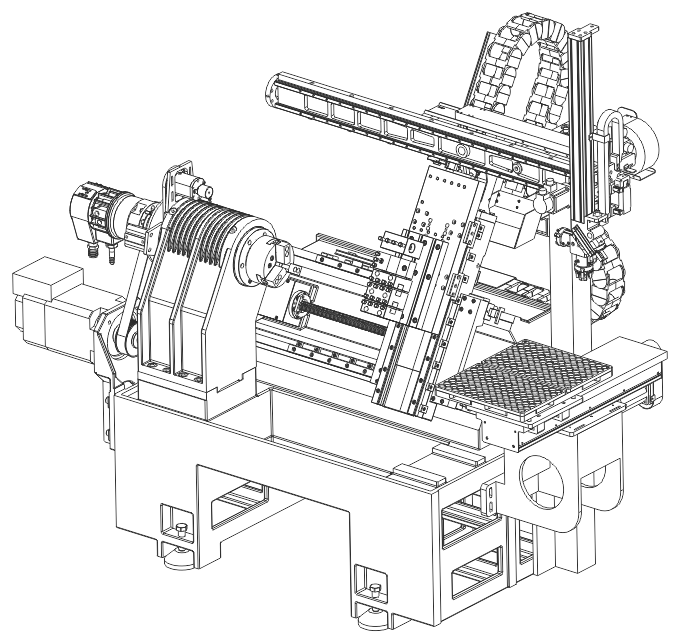
precise linear guide-way cnc lathe with 45ºslant bed : s36 with gantry loader in tray
6) cnc lathe sketch:
1> precise linear guide-way cnc lathe with 45ºslant bed and t-slot blade row : s36( the logo
will be printed to be s36)
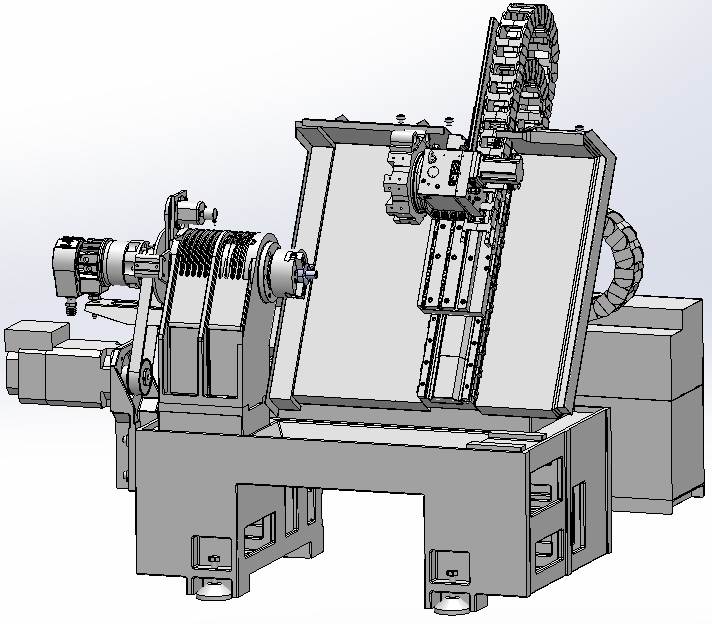
2> auto loader feeding system
2. parameters, configuration and price:
1) parameters:
|
main parameters |
unit |
s36 |
|
|
capability |
max. swing diameter |
mm |
350 |
|
max. turning length |
mm |
330 |
|
|
max. bar through-hole |
mm |
26(35/39) |
|
|
axis stroke |
x-axis travel |
mm |
420 |
|
z-axis travel |
mm |
330 |
|
|
rapid traverse |
x/z-axis |
m/min |
20 |
|
spindle |
spindle nose size |
n/a |
a2-5 |
|
spindle servo motor power |
kw |
5.5/7.5 |
|
|
spindle speed range |
rpm |
0~5000 |
|
|
work piece clamping method |
n/a |
homemade collet |
|
|
no. of tools |
number of tools |
pcs |
5 |
|
toolholder |
toolholder type |
n/a |
t-slot blade row |
|
opt |
t-slot blade row spindle head |
||
|
opt |
t-slot blade row 63 turret |
||
|
opt |
t-slot blade row 63turret spindle head |
||
|
toolholder center height in radial |
mm |
62 |
|
|
tool size |
mm |
20*20 |
|
|
boring rod diameter |
mm |
25 |
|
|
accuracy |
x\z axis repeating postioning accuracy |
mm |
0.002 |
|
others |
cooling motor capacity |
l |
120 |
|
hydraulic box capacity |
l |
60 |
|
|
required electric power |
kva |
12 |
|
|
height from floor to spindle center |
mm |
≈1070 |
|
|
overall size(l*w*h) |
mm |
1850*1750*1750 |
|
|
net weight |
kg |
≈2400 |
|
contact: echo.y.zhang
fax: 0574-88095075
tel: 86-18057486168
email: zhangyang@cngongtie.cn
add: no.16, gaoya road, jiangshan scientific&technological park, yinzhou, ningbo, zhejiang, china. eu r&d center: reggio emilia, italy